-

德州宏瑞土工材料有限公司
主营:土工布,土工膜,复合土工膜,防草布,防水毯,编织袋 - 19814917550

德州宏瑞土工材料有限公司
主营:土工布,土工膜,复合土工膜,防草布,防水毯,编织袋 6
6
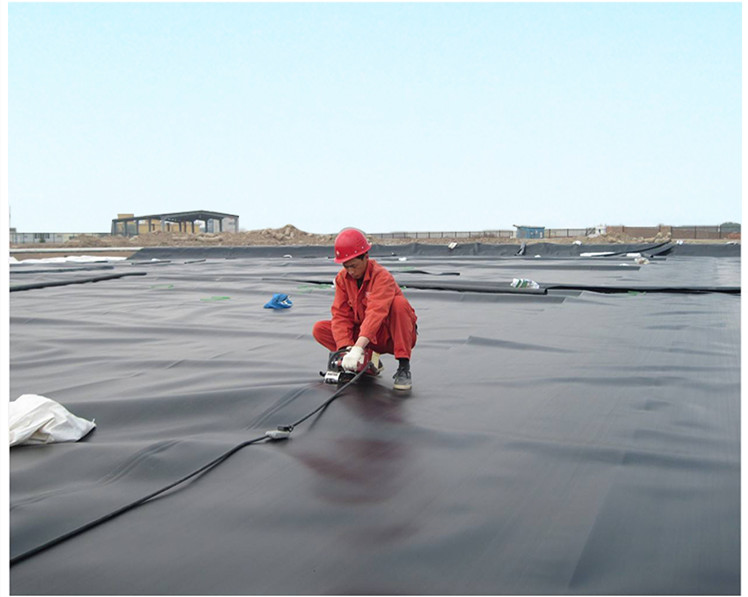
首先请去除土工膜表面的油脂、水分、灰尘、垃圾等。 薄膜表面存在垃圾时,上下薄膜没有法而热接合,对施工质量有很大影响。 然后,将焊机调整为试验性焊接时得到的参数,在设计要求的搭接宽度条件下自动焊接,焊接实现了“平坦、牢固、美观”。 保持焊接的温度、速度及把持棒的压力,有效地进行焊接。 土工膜的焊接使用双驱动自行式土工膜焊机,采用双轨热熔焊。 焊机没有法焊接部位,必须采用挤压式热焊机,配合与原材料同质的焊条,形成堆焊的单焊。 焊机的焊接工序分为压力调节、设定温度、设定速度、焊接搭接检查、入膜机、起动电机。 接缝无油污、灰尘,土工膜接缝面无砂土、结露、湿气等垃圾,有垃圾时必须在焊接前打扫干净。 相邻的土工膜焊接请尽量采用错缝搭接。 薄膜之间形成的接缝必须是t形,十字形要小。 纵向焊接请用挤压焊机加强。 土工膜的长度不够时,需要进行长度方向的连接。 横向焊接应先焊接,然后纵向焊接。 横向焊接间距**过50cm时为t形,请勿横穿。 火花检测法是使用HDPE 土工膜作为电绝缘体的特色,设备扫描有孔和空隙与地面连通的部位时会产生明亮的火花。 真空(负压) 法是传统的老方法法,在焊接上涂肥皂水,复盖五面密封的真空箱,用真空泵抽真空,在负压下观察有无气泡的产生,可以看到孔和不密的地方。 检查分目视、膨胀检查及破坏试验三个步骤进行。 目测主要是对铺设的pe薄膜制造商土工膜的外观、焊接质量、t型焊接、底层垃圾等进行细致检查,所有施工者都必须将这项作业贯彻到所有的施工过程中。 除了目的检查之外,根据需要还可以采用真空检查和气压检查。 气压检查的气压检查的气压强度为0.25mpa,5min考虑到没有漏气,卷材柔软容易变形,允许高密度聚乙烯土工膜在压力下下降20%。